

 English
English  Español
Español  Français
Français 
Qu'est-ce qu'un PCB ? Guide complet sur la fabrication, l'assemblage et le principe de fonctionnement des PCB
Content
- 1 Qu'est-ce qu'un PCB et comment ça marche ?
- 2 Processus de fabrication des PCB : comment un PCB est fabriqué
- 3 Qu'est-ce que l'assemblage de PCB (PCBA) ?
- 4 Étapes du processus d'assemblage des PCB : la séquence complète
- 5 Pick and Place des PCB : le cœur de l'automatisation de l'assemblage CMS
- 6 Conception et assemblage de PCB : comment les décisions de conception affectent la fabricabilité
- 7 Prototype et assemblage de PCB : des fichiers de conception à la première construction
- 8 Assemblage et soudage de PCB : comparaison des méthodes de refusion, d'onde et sélectives
- 9 Comment utiliser une carte PCB : directives d'intégration, de test et de manipulation
Qu'est-ce qu'un PCB et comment ça marche ?
A carte de circuit imprimé (PCB) est un substrat plat, rigide ou flexible qui supporte mécaniquement et connecte électriquement les composants électroniques à l'aide de traces, de plots et de vias conducteurs en cuivre gravés ou déposés sur et à travers des couches de matériau isolant. Chaque appareil électronique – d’un smartphone à un contrôleur industriel en passant par un instrument médical – fonctionne parce que ses composants sont interconnectés par un PCB.
Le fonctionnement d'un PCB peut être compris en trois couches : le substrat physique fournit un support mécanique et une isolation électrique ; le motif de couche de cuivre achemine les signaux électriques et l'alimentation entre les points de connexion ; et les composants montés sur la carte remplissent les fonctions électroniques réelles : amplification des signaux, commutation du courant, stockage des données, traitement des instructions ou filtrage du bruit.
Le matériau de base de la plupart des PCB est Stratifié époxy en fibre de verre FR-4 — un tissu de verre tissé imprégné de résine époxy, pressé en feuilles rigides et recouvert d'une feuille de cuivre sur une ou deux faces. FR-4 offre une combinaison pratique de résistance mécanique, d'isolation électrique, de résistance aux flammes et de stabilité dimensionnelle qui convient à la majorité des applications commerciales et industrielles. Les substrats spécialisés comprennent les stratifiés haute fréquence Rogers pour les cartes RF et micro-ondes, le polyimide (Kapton) pour les circuits flexibles et les cartes à support métallique à noyau d'aluminium ou de cuivre pour les applications de LED et d'électronique de puissance haute puissance.
Les PCB sont classés selon leur nombre de couches et leur construction :
- PCB monocouche — traces de cuivre sur une seule face ; utilisé dans des produits simples et peu coûteux tels que les alimentations, les pilotes de LED et l'électronique grand public de base
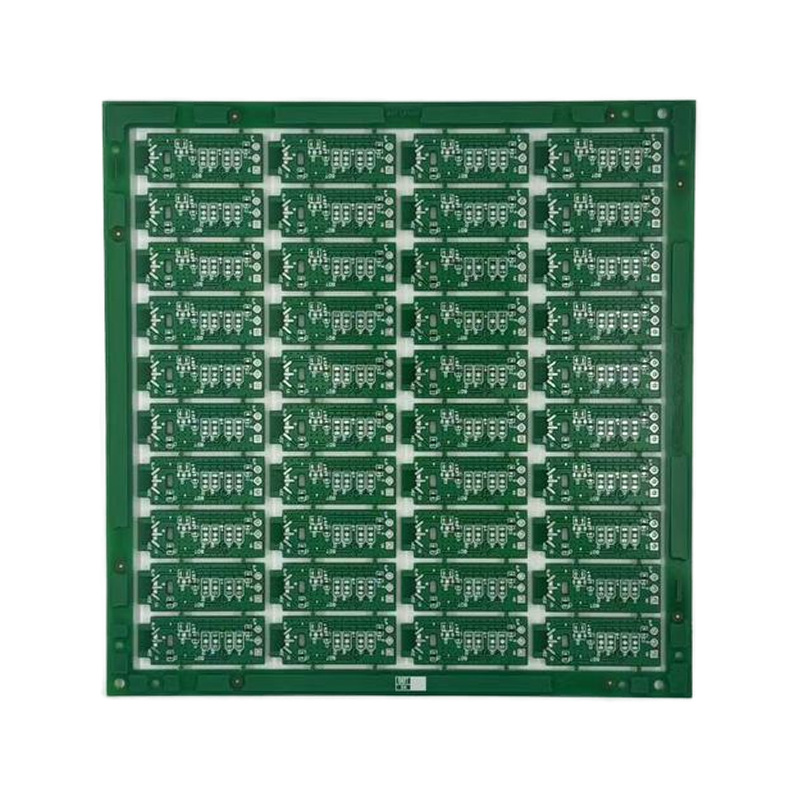
- PCB double couche — cuivre des deux côtés, relié par des trous traversants métallisés ; le type le plus largement produit, couvrant la majorité des applications industrielles, automobiles et électroniques grand public
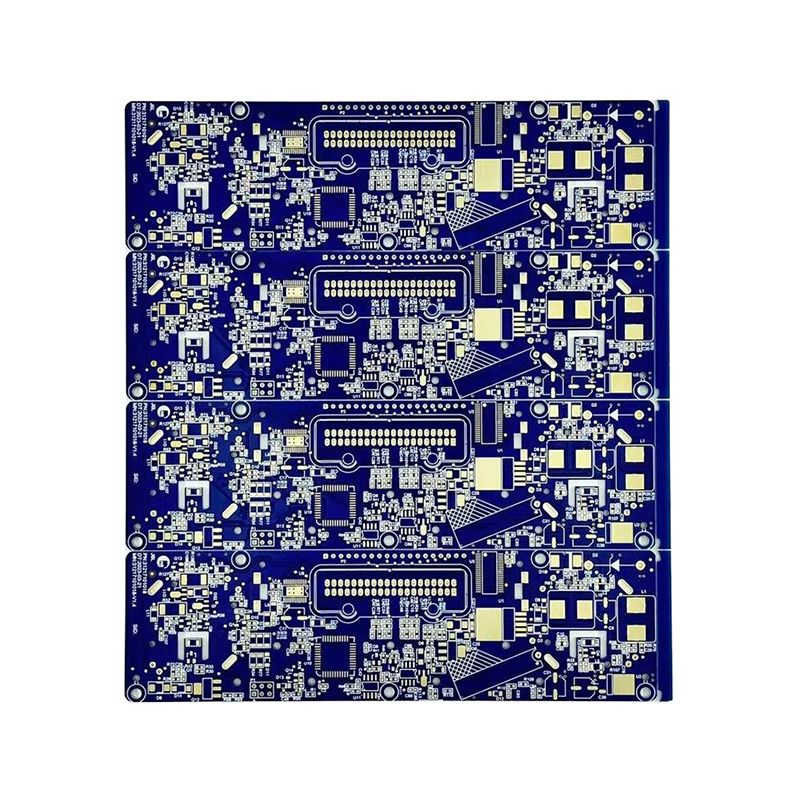
- PCB multicouche — 4, 6, 8 couches de cuivre ou plus laminées avec un matériau préimprégné isolant ; utilisé dans les conceptions haute densité où le nombre de composants, l'intégrité du signal et les exigences de blindage EMI dépassent ce que le routage à deux couches peut réaliser ; les smartphones, les serveurs et l'électronique aérospatiale utilisent généralement des cartes de 8 à 16 couches
- PCB HDI (interconnexion haute densité) — cartes multicouches avec microvias (trous percés au laser d'un diamètre aussi petit que 75 µm), traces à pas fin (inférieures à 100 µm) et vias enterrés ou borgnes ; permet la densité de composants extrême requise dans les appareils mobiles, les appareils portables et les applications d'emballage avancées
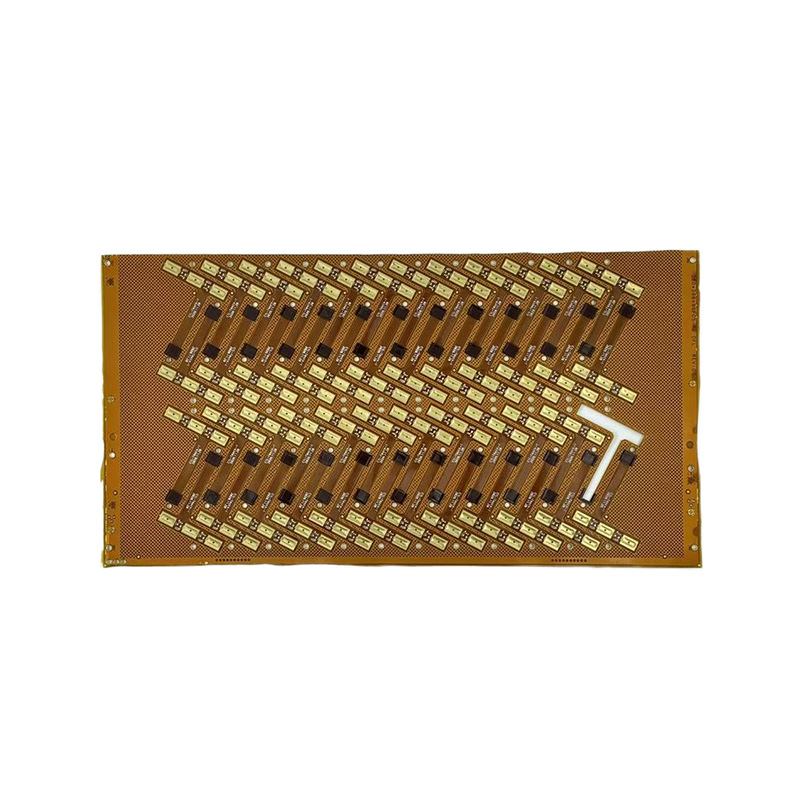
- PCB flexible et rigide — des circuits à base de polyimide qui se plient ou se plient en configurations tridimensionnelles ; utilisé dans les caméras, les implants médicaux, les capteurs aérospatiaux et toute application où le circuit doit être conforme à une enveloppe mécanique non planaire
Processus de fabrication des PCB : comment un PCB est fabriqué
Fabrication de PCB - également appelé fabrication de PCB ou fabrication de PCB - est le processus de production de la carte nue avant le montage des composants. Cela commence par des fichiers de conception et se termine par un substrat testé en cuivre nu, prêt à être assemblé. Le processus de fabrication complet d'un PCB pour une carte FR-4 double face standard suit cette séquence :
- Génération de fichiers de conception et révision DFM — le concepteur de PCB génère des fichiers Gerber (ou format ODB) décrivant chaque couche de cuivre, masque de soudure, sérigraphie, emplacements de perçage et contour de la carte. Le fabricant examine ces fichiers par rapport aux règles de conception pour la fabrication : largeur et espacement minimum des traces, taille de l'anneau annulaire, rapport d'aspect des trous percés et efficacité d'utilisation des panneaux.
- Imagerie de la couche interne (cartes multicouches) — les panneaux stratifiés cuivrés sont recouverts d'un film photorésistant sec, exposé à la lumière UV à travers un film phototracé ou un outil d'imagerie laser directe, et développés pour révéler le motif du circuit. Le cuivre exposé est ensuite attaqué dans un bain chimique (généralement du chlorure cuivrique ou un agent de gravure ammoniacal), ne laissant que le motif de trace souhaité. La réserve est ensuite retirée.
- Stratification (panneaux multicouches) — les couches de cuivre internes sont inspectées par inspection optique automatisée (AOI), puis empilées en séquence avec des feuilles de préimprégné (verre-époxy partiellement durci) entre elles et une feuille de cuivre externe en haut et en bas. La pile est pressée dans une presse hydraulique chauffée à 175-200°C et 200-400 psi pendant 60-120 minutes, fusionnant toutes les couches en un seul panneau rigide.
- Forage — Les perceuses CNC équipées de forets hélicoïdaux en carbure créent des trous traversants pour les vias et les câbles de composants. Les cartes haute densité modernes utilisent le perçage laser (lasers CO₂ ou UV-YAG) pour les microvias inférieurs à 150 µm. La précision de l'enregistrement du forage est essentielle : la tolérance de position pour le forage de production est généralement de ±75 µm ou mieux.
- Dépôt autocatalytique de cuivre (PTH — trou traversant plaqué) — une fine couche (1 à 3 µm) de cuivre est déposée chimiquement sur toutes les parois des trous percés et sur les surfaces stratifiées nues. Cette couche d'amorçage conductrice permet à l'étape de galvanoplastie suivante d'accumuler le cuivre dans les trous jusqu'à l'épaisseur de placage spécifiée, généralement 25 µm minimum dans le corps pour les cartes IPC Classe 2.
- Imagerie et placage de la couche externe — les surfaces extérieures en cuivre sont recouvertes d'un film de réserve sec, imagées et développées comme pour les couches intérieures. Le cuivre est déposé par galvanoplastie dans les traces exposées et les parois des trous. Un placage d'étain ou d'étain-plomb est ensuite appliqué comme réserve de gravure. Après avoir retiré le film sec, le cuivre de base indésirable est éliminé par gravure et la réserve de gravure à l'étain est retirée, laissant le motif de cuivre final sur les couches externes.
- Application du masque de soudure — un masque de soudure liquide photoimageable (LPI) est sérigraphié ou recouvert d'un rideau sur toute la surface du panneau, puis exposé et développé pour ouvrir les fenêtres sur les plots tout en couvrant toutes les traces. Le masque de soudure fournit une isolation électrique, protège le cuivre de l'oxydation et empêche le pontage de soudure entre les plots adjacents lors de l'assemblage. La couleur la plus courante est le vert, bien que le noir, le bleu, le rouge et le blanc soient des options standard.
- Application de finition de surface — les plots de cuivre exposés reçoivent une finition de surface pour éviter l'oxydation et garantir la soudabilité. Les principales options de finition sont : HASL (nivellement de soudure à air chaud – le plus économique, ne convient pas aux CMS à pas fin), ENIG (or à immersion chimique au nickel – plat, fiable, largement utilisé pour les plots à pas fin et BGA), OSP (conservateur de soudabilité organique – faible coût, compatible à pas fin, fenêtre de refusion unique), ENEPIG (nickel chimique, palladium chimique, or à immersion – finition haut de gamme pour le collage de fils et la technologie mixte), et l'argent par immersion ou par immersion. étain.
- Sérigraphie (légende) — les indicateurs de référence, les contours des composants, les marques de polarité, les logos et les identifiants de révision sont imprimés au jet d'encre ou sérigraphiés sur la surface de la carte sur le masque de soudure durci.
- Test électrique — la planche nue est testée sur une machine à sondes volantes ou sur un appareil à lit de clous dédié qui vérifie la continuité de tous les filets et l'absence de courts-circuits entre les filets isolés. IPC-9252 régit les exigences de tests électriques pour les cartes nues.
- Fraisage, rainurage et rainure en V — les planches individuelles sont acheminées à partir du panneau de production à l'aide de machines de routage CNC ou d'une rainure en V (une rainure en forme de V découpée partiellement à travers le panneau des deux côtés) pour être démontées après l'assemblage. Le routage des tabulations avec des morsures de souris est standard pour les formes de planches irrégulières.
Qu'est-ce que l'assemblage de PCB (PCBA) ?
Assemblage de circuits imprimés (PCBA) est le processus consistant à remplir un PCB nu avec des composants électroniques et à les souder en place pour créer un circuit imprimé fonctionnel. La distinction entre la fabrication de PCB et l'assemblage de PCB est fondamentale : la fabrication produit la carte ; lieux d'assemblage et connexion des composants. Un PCBA (assemblage de circuits imprimés) est l'unité terminée - carte plus composants plus joints de soudure - prête à être intégrée dans un produit ou pour les tests finaux.
L'assemblage de circuits imprimés moderne englobe trois technologies principales de fixation de composants, qui sont fréquemment combinées sur la même carte :
- SMT (technologie de montage en surface) — les composants sans fils ou avec des fils en forme d'aile de mouette/courbure en J très courts sont soudés directement sur les plots situés à la surface de la carte. Le SMT permet une très haute densité de composants et est entièrement traité par des machines automatisées. Plus de 90 % des composants de l’électronique moderne sont de type SMT.
- THT (technologie à trou traversant) — les composants dont les fils passent à travers des trous percés et sont soudés sur le côté opposé. Le THT offre une fixation mécanique plus solide que le SMT et est retenu pour les connecteurs, les gros condensateurs, les transformateurs et les composants soumis à des contraintes mécaniques.
- Technologie mixte — la majorité des cartes du monde réel combinent des composants SMT et THT, traités dans une séquence définie : côté SMT un → refusion → retournement → côté SMT deux → refusion → insertion THT → soudure à la vague ou sélective.
Étapes du processus d'assemblage des PCB : la séquence complète
Le processus d'assemblage des PCB suit une séquence bien définie. Chaque étape est régie par des paramètres de processus (épaisseur du pochoir, viscosité de la pâte, profil de refusion, température de soudure à la vague) qui doivent être contrôlés dans les limites des spécifications pour obtenir des joints de soudure cohérents et fiables à des taux de production en volume.
- Impression de pâte à souder — un pochoir en acier inoxydable ou en nickel avec des ouvertures découpées au laser correspondant à chaque plot SMT est aligné sur le PCB nu dans une sérigraphie. Une lame de raclette force la pâte à souder (une suspension de poudre d'alliage étain-argent-cuivre ou étain-plomb dans un véhicule de flux) à travers les ouvertures sur les plots. L'épaisseur du pochoir (généralement 100 à 150 µm) et les dimensions de l'ouverture contrôlent le volume de pâte déposée. Un volume de pâte constant est le principal indicateur de la qualité des joints de soudure en aval.
- Inspection de la pâte à souder (SPI) — une machine 3D SPI mesure le volume de pâte, la hauteur, la zone de couverture et le décalage X-Y pour chaque tampon du tableau immédiatement après l'impression. Les cartes présentant des défauts de pâte (pontage, volume insuffisant ou mauvais repérage) sont rejetées ou retravaillées avant la mise en place des composants. Le SPI avant le placement évite le défaut beaucoup plus coûteux des composants tombstone ou à joint ouvert découvert après la refusion.
- Placement des composants SMT (pick and place) — des machines automatisées de prélèvement et de placement retirent les composants SMT des chargeurs de bandes et de bobines, de plateaux ou de tubes à l'aide de buses à vide et les placent sur les dépôts de pâte à souder à grande vitesse. Les lanceurs de puces à grande vitesse modernes atteignent des taux de placement de 50 000 à 100 000 composants par heure pour les petits passifs ; Les têtes de placement de précision pour CI, BGA et QFN à pas fin fonctionnent à des vitesses inférieures avec des systèmes d'alignement guidés par vision atteignant une précision de placement de ± 25 µm.
- Soudure par refusion — la carte peuplée traverse un four de refusion multizone sur un convoyeur. Le profil de température du four (rampe de préchauffage, zone de trempage, pic de refusion et vitesse de refroidissement) est programmé pour activer le flux, faire fondre l'alliage de soudure (température maximale de 235 à 250 °C pour le SAC305 sans plomb ou de 210 à 220 °C pour le Sn63Pb37 au plomb), mouiller les terminaisons des composants et les plots du PCB, puis se solidifier en joints métallurgiques fiables. La refusion sous atmosphère d'azote est utilisée pour les composants sensibles à l'oxydation et les assemblages à pas fin.
- Inspection optique automatisée (AOI) — Les systèmes AOI 2D ou 3D imagent chaque composant et joint de soudure sur la carte refusionnée à l'aide d'une lumière structurée, de plusieurs caméras ou d'une triangulation laser. AOI vérifie la présence des composants, la polarité, la valeur (par bande de couleur ou marquage) et la forme du joint de soudure. La couverture des défauts pour les systèmes AOI bien programmés dépasse généralement 95 % pour les défauts visibles ; Les joints cachés sous les BGA et les QFN nécessitent une inspection aux rayons X.
- Insertion de composants traversants — pour les cartes comportant des composants THT, les conducteurs axiaux et radiaux sont insérés manuellement ou par des machines d'insertion robotisées après le processus de refusion SMT. Les connecteurs, les gros condensateurs électrolytiques et les transformateurs sont les composants THT les plus courants dans les assemblages à technologies mixtes.
- Brasage à la vague ou brasage sélectif — Les cartes THT passent sur une vague de soudure fondue (généralement entre 250 et 265 °C) qui entre en contact avec la face inférieure de la carte, mouillant les fûts traversants et formant des congés sur les côtés des composants et de la carte. Les machines à souder sélectives utilisent une buse ou une fontaine miniature pour souder des zones de trous traversants spécifiques sur les cartes dont la face inférieure porte des composants SMT qui ne peuvent pas être exposés à la pleine onde.
- Nettoyage — les résidus de flux provenant des procédés de refusion et de brasage à la vague sont éliminés par des systèmes de lavage aqueux en ligne ou par lots, un nettoyage semi-aqueux ou un dégraissage à la vapeur, selon le type de flux utilisé. Les assemblages de flux sans nettoyage peuvent sauter cette étape, mais le nettoyage est obligatoire pour les assemblages industriels médicaux, aérospatiaux et de haute fiabilité.
- Assemblage et reprise manuels — les composants qui ne peuvent pas être placés par machine — les transformateurs à remontage manuel, les supports de piles, les connecteurs de faisceaux de câbles, les broches à emmanchement et certains grands dissipateurs thermiques — sont installés manuellement. L'assemblage manuel partiel au sein d'une ligne par ailleurs automatisée est standard pour les produits comportant des types de composants mixtes. La reprise des défauts identifiés est effectuée à l'aide de stations de reprise à air chaud, de fers à souder et d'équipements de rebillage BGA.
- Revêtement conforme (si spécifié) — un revêtement polymère protecteur — acrylique, silicone, polyuréthane ou époxy — est appliqué par pulvérisation, distribué sélectivement ou recouvert par immersion sur le PCBA terminé pour le protéger contre l'humidité, la poussière, la corrosion chimique et la condensation. Requis pour l’électronique automobile, extérieure, marine et industrielle fonctionnant dans des environnements difficiles.
- Test fonctionnel et TIC — le test en circuit (ICT) utilise un support sur lit de clous pour sonder les points de test sur toute la carte et vérifier les valeurs des composants, la continuité et l'absence de courts-circuits. Le test fonctionnel applique des signaux d'alimentation et d'entrée pour vérifier que la carte assemblée remplit ses fonctions électroniques prévues conformément aux spécifications. Les deux étapes de test génèrent des données utilisées pour le contrôle et la traçabilité des processus.
Pick and Place des PCB : le cœur de l'automatisation de l'assemblage CMS
Sélection et placement des PCB les machines sont l'équipement central de toute chaîne d'assemblage SMT. Ils représentent la majorité du coût d’investissement de la chaîne d’assemblage et déterminent directement la vitesse, la précision et la flexibilité de l’opération de production. Comprendre le fonctionnement des machines de prélèvement et de placement et la façon dont elles sont spécifiées aide les ingénieurs et les équipes d'approvisionnement à adapter la capacité de l'équipement aux exigences du produit.
Les machines de prélèvement et de placement fonctionnent à l'aide d'une ou plusieurs têtes de placement montées sur un portique X-Y ou une structure de tourelle rotative. Chaque tête porte une buse à vide dimensionnée pour le composant à prélever. Le système de vision de la machine - généralement une caméra orientée vers le haut et éclairée par le bas - capture le composant après le ramassage pour mesurer sa position et son angle réels par rapport au centre de la buse, et compense le décalage du ramassage avant de placer le composant sur la carte imprimée en pâte.
Les catégories de machines reflètent le compromis entre vitesse et précision de placement :
- Tireurs de copeaux à grande vitesse — têtes de tourelle rotatives multi-buses plaçant les composants passifs 0402, 0201 et 01005 à 50 000-120 000 CPH (composants par heure) ; précision de placement ±50–75 µm à 3σ
- Machines de placement flexibles — plusieurs têtes à commande indépendante manipulant des composants du 01005 jusqu'à 50×50 mm ; 10 000 à 30 000 CPH ; précision ±25–50 µm à 3σ ; la machine la plus performante pour les cartes à composants mixtes
- Placeurs de précision de haute précision — des machines dédiées aux CSP à pas fin, aux puces retournées et aux composants optiques ; 1 000 à 5 000 CPH ; précision ±10–15 µm à 3σ avec alignement actif
Alimentateurs de composants — alimentateurs de bandes et de bobines pour composants CMS sur bande support de 8, 12, 16 ou 24 mm ; plateaux matriciels pour boîtiers IC ; et des alimentateurs en bâtons ou en tubes pour les composants DIP et de type connecteur - déterminez la capacité de variété de composants de la machine. Une ligne de prélèvement et de placement bien configurée pour un PCBA complexe peut gérer simultanément 100 à 200 positions d'alimentation, avec des alertes automatiques de changement d'alimentation déclenchées par des compteurs de pièces faibles.
Conception et assemblage de PCB : comment les décisions de conception affectent la fabricabilité
Conception et assemblage de PCB sont profondément interdépendants. Les décisions de conception prises dans le logiciel EDA (dimensions des plots, espacement des composants, placement, emplacements de repère des panneaux, accessibilité des points de test) déterminent directement si la carte peut être assemblée aux objectifs de rendement et de coût, ou si elle générera des défauts chroniques et des retouches sur la chaîne de production.
Les principes de conception pour l'assemblage (DFA) les plus percutants que tout concepteur de PCB devrait appliquer :
- Cohérence de l'orientation des composants — l'alignement de tous les composants polarisés (condensateurs, diodes, circuits intégrés) dans la même direction réduit considérablement le temps de programmation du placement et le risque d'erreur humaine. Tous les indicateurs de broche 1 de composant dans une direction de coin constituent la convention de disposition la plus conviviale pour l'assemblage.
- Dégagement adéquat de la cour — Les normes de configuration du terrain IPC-7351 définissent les limites des cours des composants. Le non-respect de l'espace libre entre les composants adjacents empêche la buse de prélèvement et de placement de dégager les composants voisins et oblige à des solutions de contournement de placement manuel ou de séquence d'assemblage.
- Marques de repère — un minimum de trois repères globaux (cercles de cuivre de 1 mm dans les ouvertures transparentes du masque de soudure) dans trois coins du panneau et des repères locaux adjacents aux circuits intégrés et aux BGA à pas fin sont requis pour un enregistrement précis de la vision industrielle. Les repères manquants sont l’une des défaillances d’interface fabrication-assemblage les plus courantes.
- Évitement via-in-pad — Le fait de placer des vias à l'intérieur des plots SMT provoque l'évacuation de la soudure vers le corps du via pendant la refusion, privant ainsi le joint de soudure et créant des connexions ouvertes ou faibles. Lorsque le via-in-pad est inévitable pour la densité de routage, le via doit être rempli et bouché pendant la fabrication du PCB avant l'assemblage.
- Placement des points de test — la localisation de zones de test accessibles d'un diamètre minimum de 1 mm pour chaque filet sur une grille de points de test dédiée permet un montage TIC efficace et réduit considérablement les écarts de couverture des tests fonctionnels.
Prototype et assemblage de PCB : des fichiers de conception à la première construction
Prototype et assemblage de PCB Les services comblent le fossé entre la conception terminée et le produit validé et réalisable. La construction de prototypes répond à un ensemble de priorités différent de celui de la production en série : l'accent est mis sur la rapidité d'obtention du premier article, la flexibilité de gestion des modifications techniques et l'accès aux données de processus qui éclairent les révisions de conception.
Le processus de prototype de PCB suit généralement ce calendrier pour une carte FR-4 standard à 4 couches :
- Fabrication de circuits imprimés — 24 à 72 heures pour la fabrication accélérée d'un prototype ; le délai de livraison standard est de 5 à 10 jours ouvrables. La plupart des fabricants de prototypes proposent des contrôles DFM en ligne et des devis instantanés basés sur les téléchargements de fichiers Gerber.
- Approvisionnement en composants — le chemin critique pour la plupart des prototypes. Les circuits intégrés à long délai de livraison (FPGA, ASIC spécialisés, circuits intégrés de gestion de l'alimentation) peuvent nécessiter 8 à 16 semaines à partir du stock de distribution ou de la commande d'usine. Les constructions de prototypes utilisent souvent l'inventaire d'ingénierie existant ou acceptent des substitutions sur des passifs non critiques pour accélérer le calendrier de construction.
- Assemblée — les séries d'assemblages de prototypes (généralement 1 à 20 cartes) sont traitées sur les mêmes lignes SMT que la production, mais sans l'investissement complet en matière de gabarits et de fixations. L'impression au pochoir est réalisée avec un pochoir encadré ou une feuille sans cadre tendue dans un support universel ; la programmation pick-and-place est effectuée à partir du fichier de coordonnées centroïde/XY et de la nomenclature fournie avec le package Gerber.
- Assemblage manuel partiel — les quantités prototypes incluent souvent des composants qui ne sont pas encore sur la bande d'alimentation (pièces détachées en bandes découpées, quantités en sac et étiquette ou échantillons techniques), nécessitant un placement manuel. Les assembleurs de prototypes expérimentés peuvent placer manuellement les composants 0402 et même 0201 sous le microscope, et souder à la main les boîtiers QFP et QFN à pas fin – des capacités qui distinguent une maison de prototypes performante d'une installation de production en volume pur.
Fabrication de PCBA au stade du prototype, il implique également généralement des éléments non standard : connecteurs de batterie, connecteurs FFC/FPC d'interface d'affichage, entretoises à clipser pour boîtier et connecteurs coaxiaux RF, tous généralement assemblés à la main. La combinaison de SMT automatisés et d'assemblage manuel partiel pour les connecteurs, écrans, batteries et boîtiers spécialisés est le mode standard pour les prototypes et les productions en faible volume, et la plupart des fabricants sous contrat structurent leurs services de prototypes pour s'adapter à ce flux de travail mixte sans suppléments supplémentaires.
Assemblage et soudage de PCB : comparaison des méthodes de refusion, d'onde et sélectives
Le brasage est le processus d'assemblage principal dans l'assemblage de PCB, et la méthode sélectionnée pour chaque type de joint a des implications majeures sur la qualité des joints, les contraintes thermiques sur les composants et le rendement du processus. Les trois principaux Assemblage et soudure de PCB Les méthodes abordent chacune différents types de composants et configurations de cartes.
| Méthode | Type de composant | Température maximale | Débit | Limite clé |
|---|---|---|---|---|
| Soudure par refusion | SMT (tous types) | 235-250°C (sans plomb) | Très élevé | Nécessite une impression de pâte et un pick-and-place en amont |
| Soudure à la vague | THT, SMT côté inférieur | 250-265°C | Élevé | Impossible de souder le SMT sur le dessus ; ombre derrière des composants de grande taille |
| Soudure sélective | THT sur planches mixtes | 260–270°C à la buse | Moyen | Débit inférieur à celui de la vague ; usure des buses pour les zones à haute densité |
| Soudure à la main | Reprise, connecteurs, fils | Variable (pointe 300–380°C) | Faible | Qualité dépendant de l'opérateur ; risque de contrainte thermique sur les SMT adjacents |
La méthode de brasage détermine également les spécifications de l'alliage. SAC305 (96,5 % d'étain, 3 % d'argent, 0,5 % de cuivre) est l'alliage sans plomb dominant pour les applications de refusion et d'onde dans l'électronique commerciale — il offre un point de fusion de 217°C, de bonnes propriétés mécaniques et une compatibilité avec la plupart des finitions de surface des PCB. Sn63Pb37 la soudure eutectique (point de fusion de 183 °C) reste utilisée pour l'électronique militaire, aérospatiale et médicale ancienne dans le cadre des exemptions RoHS, où sa résistance supérieure à la fatigue thermique et sa température de traitement plus basse sont appréciées par rapport aux problèmes de conformité environnementale.
Comment utiliser une carte PCB : directives d'intégration, de test et de manipulation
Une fois qu'un PCBA est livré, les procédures correctes de manipulation, d'intégration et de mise sous tension initiale déterminent si elle fonctionne comme prévu dès la première utilisation. Les directives suivantes s'appliquent aux ingénieurs, techniciens et développeurs de produits travaillant avec des PCB assemblés.
- Précautions ESD — manipulez toujours les PCBA sur un poste de travail ESD mis à la terre en portant un bracelet. La logique CMOS, les MOSFET et les composants RF peuvent être endommagés de manière permanente par des événements de décharge électrostatique inférieurs à 100 V, soit bien en dessous du seuil de perception humaine. Rangez les planches dans des sacs antistatiques ou dans de la mousse conductrice lorsqu'elles ne sont pas utilisées.
- Inspection visuelle avant la mise sous tension — vérifiez qu'il n'y a pas de ponts de soudure visibles entre les plages adjacentes, qu'il n'y a pas de composants manquants, qu'il n'y a pas de plages fissurées ou soulevées et qu'il n'y a pas de corps étrangers visibles (billes de soudure, coupures de fils) sur la surface de la carte. Une loupe 10× ou un microscope numérique suffisent pour l’inspection initiale.
- Procédure de mise sous tension initiale — appliquer l'alimentation via une alimentation de banc à courant limité, réglée légèrement au-dessus de la consommation de courant au repos attendue de la carte. Une forte pointe de courant lors de la mise sous tension – en particulier celle qui déclenche la limite de courant – indique un pont de soudure ou un composant en court-circuit qui doit être localisé et corrigé avant un fonctionnement normal.
- Forces d'accouplement du connecteur — ne forcez pas les connecteurs. Les connecteurs ruban FFC/FPC, les connecteurs carte à carte et les connecteurs d'E/S à pas fin sont facilement endommagés par un mauvais alignement. Vérifiez l’orientation du connecteur par rapport à la légende sérigraphiée avant l’accouplement.
- Gestion thermique — s'assurer que tout dissipateur thermique, matériau d'interface thermique ou chemin de circulation d'air spécifié dans la conception est en place avant un fonctionnement prolongé. Faire fonctionner des semi-conducteurs de puissance, des régulateurs de tension ou des amplificateurs RF sans leurs dispositions de gestion thermique dépassera les limites de température de jonction en quelques secondes, voire quelques minutes.
- Sensibilité à l'humidité — Les circuits intégrés avec des indices MSL (Moisture Sensitivity Level) supérieurs à MSL-1 doivent être cuits avant la refusion s'ils ont été exposés à l'humidité ambiante au-delà de leur fenêtre de durée de vie au sol. Cela s'applique aux processus d'assemblage et non à l'utilisation finale ; les PCBA assemblés ne sont pas sensibles à l'humidité aux températures normales de fonctionnement.
Produits recommandés
-
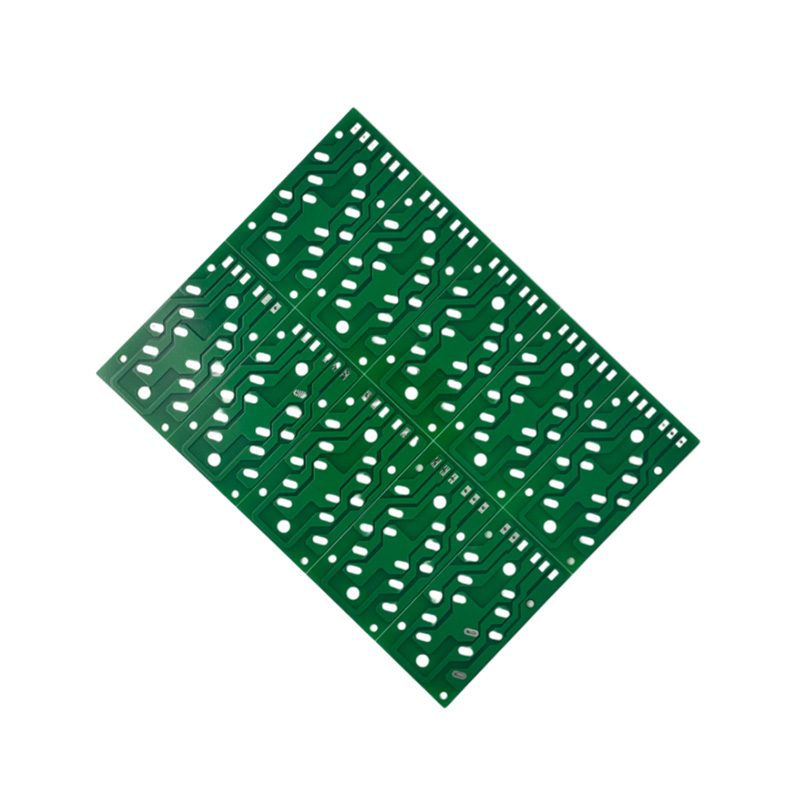

Carte PCB monocouche à pulvérisation de étain (HASL)
-

Carte PCB monocouche OSP
-
PCB bicouche plaquée or
-
PCB pulvérisé sur étain à quatre couches
-
PCB bicouche OSP
-
PCB monocouche OSP à base d'aluminium
-
Carte amplificatrice intégrée à base de cuivre à 10 couches
-

Panneau de céramique
-
PCB flexible
-
PCB rigide-flexible
-

PCB à haute fréquence noire
-
Carte à haute vitesse bicouche
 CRÉONS LE FUTUR ENSEMBLE
CRÉONS LE FUTUR ENSEMBLE

Contactez-nous à tout moment
Droit d'auteur © Anhui Hongxin Electronic Technology Co., Ltd. Tous Droits Réservés.Fournisseurs et fabricants de circuits imprimés en gros
![]()
